
一、氩弧焊的定义、特征、原理。
氩弧焊,是使用氩气作为保护气体的一种焊接技术。又叫氩气保护焊。
就是在电弧焊的周围通上氩气保护气体,将空气隔离在焊区之外,防止焊区高温金属氧化。
其工作原理,就是在氩气保护下的电弧焊,利用电弧热熔化母材和填充丝而形成接头的焊接方法。通过对焊接电流、焊接速度、氩气流量三个参数的控制形成良好的焊缝质量。 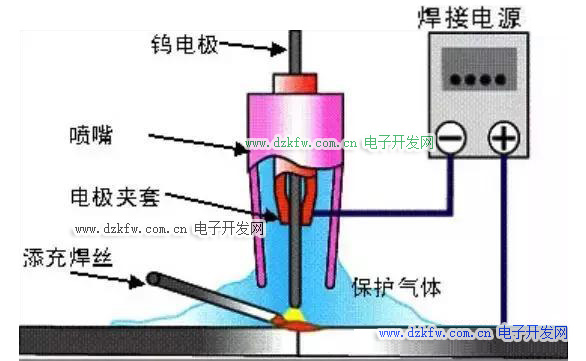
二、氩弧焊的分类
氩弧焊按照电极的不同,分为熔化极氩弧焊和非熔化极氩弧焊两种。
熔化极氩弧焊也就是目前应用最广的半自动焊,自动焊。
电工之家在此主要讲非熔化极氩弧焊,也就是建安行业通常使用手工钨极氩弧焊。
非熔化极氩弧焊是电弧在钨棒(钨针)和工件之间燃烧,在焊接电弧周围流过一种不和金属起化学反应的氩气,形成一个保护气罩,使钨极端部、电弧和熔池及邻近热影响区的高温金属不与空气中的氧气接触,从而避免氧化和吸收有害气体。从而形成良好的焊接接头和力学性能。
三、氩弧焊的操作手法。
氩弧焊操作需要双手配合、谐调作业。也就是一手控制焊丝,根据熔池的变化情况,均匀的将焊丝送进,一手掌控焊枪,保持焊把的稳定性和行进速度。
送焊丝的方法有两种,一种是手持焊丝不动,通过手臂的摆动,将焊丝送入熔池,这种方法适合点焊时或需间断时的焊接。
另外一种指续法,是将焊丝夹在拇指和食指中间的,靠小指和无名食做支撑,通过大拇指的向前移动,持续均匀的将焊丝送入熔池,这种送丝方法适用于长时间,不断弧焊接。但需要经过不断的练习,掌握送丝技巧、速度和频率,从而达到应用自如、得心应手的地步。
手持焊枪的手,一方面需根据熔池变化情况,管控速度的快慢,另一方面需根据工件的形状、厚度、是否有坡口等来选择运把方法。
比如对于较薄工件,正常会采用直线快速运把或直线往复运把的方法,来减少工件受高温影响的时间。
对于带坡口厚壁焊接时,会采用之字型或月牙型运把方式,增加两边的停顿时间,达到熔池能穿透工件,保证内部焊接质量。如图中的a和b方法。
对于一边是厚工件,一边是较薄件时,则会采用r型焊法,即在厚件端增加停顿时间,在薄件端快速通过,达到工件熔化又不熔破即可。如图中的C方法。 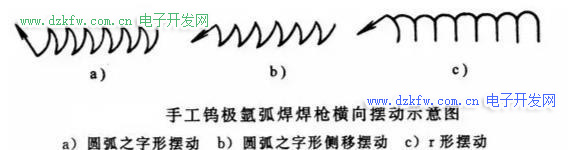
氩弧焊焊接,讲究的是手眼的谐调配合,通过对所焊工件的判断,调节合适的电流,选择合适的运枪手法及合理的运枪速度来焊接,这有个循序渐进的过程。
氩弧焊需通过大量的实战练习,使双手达到和谐运用,再通过眼晴观察熔池变化,达到完美焊缝。这需要一个过程的历练和经验的结累。
四、焊丝、焊枪与工件的角度
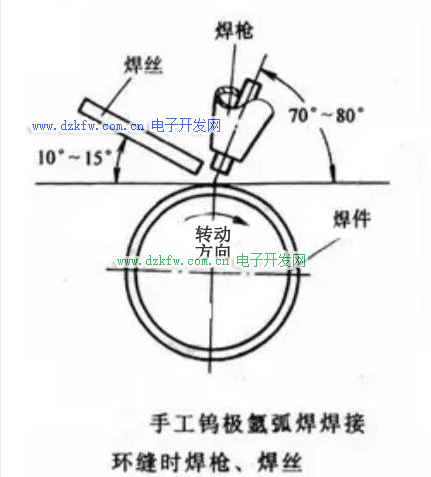
焊枪与焊丝、工件之间保持合理的位置,是由被焊工件的形状、尺寸以及工作场所的作业条件,多方面情况来决定的。
有一个原则就是合理,比如焊枪与工件的夹角太小,也就是焊枪倾斜度太大,则会降低氩气对熔池的保护作用。
过大则会给送丝造成困绕,垂直则易增高工件温度,烧穿工件等。
合理的焊接角度如下图所示: 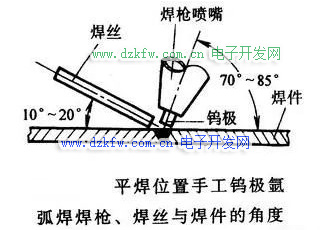
将枪嘴和被焊工件保持在70~80度夹角,焊丝保持160~170度左右夹角,既容易送丝操作,便于眼睛观察熔池变化,也能让氩气保护范围达到极至。
五、有关氩弧焊接的其它事项。
氩弧焊接的起弧和熄弧,有的是焊机本事自带起弧、熄弧功能。只要按焊机说明去操作即可。
这里讲的是工地上有许多焊机不是专用氩弧焊机,而是普通的直流弧焊机。这就要求操作者有熟悉的操作技巧,避免因引弧和熄弧不当造成的焊接缺陷。
起弧有两种方法,一种是接触式起弧,就是用焊枪的电极(钨棒、钨针)直接接触工件,形成短路,再迅速提起来起弧,这种易使钨极头受伤,形成伞状,影响焊接效果。
另一种是划擦式引弧法。是先将焊枪放在合适的位置,由持焊丝的手,将焊丝快速的划擦钨极,引燃电弧。这种方法对钨极伤害小,不会形成伞状电极。但需要快速准确,需经过反复练习来掌握。
熄弧则需要在焊接完成后,快速的将焊枪向前运动,减少工件高温影响后,快速拖动后提高枪把熄灭。可减少急冷产生的缩孔对工件的影响。
至于如何观察熔池,怎样添加焊丝等焊接技能手法,也都要通过大量的实战练习来积累提高
 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底