
һ��벻���������ʲô����
�����
벻���ʹ�õ�������Ҫ�����������һ�ֶ������壬�ܹ��ں��ӹ�������Ч�����ټ�����˿���۳ز��ܸ�������Ӱ�졣����ĸ��ܶȣ�����ڿ�����ʹ�����ں���ʱ�ܹ��ṩ���õı���Ч�������⣬벻���Ҳ���ܻ�ʹ�ú�����Ϊ�����������壬��������ijЩ�ض���Ӧ�ó����С�Ȼ���������������ʹ�������Ϊ��Ҫ�ı������塣
�����һ�ֶ������壬��������������������������繤ҵʹ�ú�����ķ������ͻ�������������ɺܴ�Σ���������һ����ɫ��ζ�Ķ������壬����ж��İ����������ڹ������й©�������������Ũ��������´���ȱ��������Ϊͷʹ�����ġ�Ż�µ�֢״������ʱ�ɵ���ȱ������Ϣ���ɷ�����������������ж���ӦѸ�ٽ�����ת�Ƶ�������ͨ�������ֺ�����ͨ������ʱ����������ʱ��ҽԺ����ƾ��
1,�����һ����ɫ,��ζ�Ķ�������,��������ֱ��Σ��,�������ҵʹ�ú�,�����ķ����������Σ���ܴ�,���������,�۲��������
2,���ͬʱҲ����Ϣ������,��������������Ϣ������������ij���Ҫͨ��,���Ҵ���������йصļ�����Ա,ÿ���趨�ڽ���ְҵ�����,ȷ�����彡����
3,���������,����Ũ�ȸ���33%ʱ������ϢΣ��,��Ũ�ȳ���50%,�ͻ��������֢״,Ũ�ȴﵽ75%����ʱ,����������������.ͬʱҺ벻�����Ƥ��,�۲��Ӵ���������֢.ϣ���ҵĻش��ܶ�����������.��л���ҵ����Σ�ף��������
����벻����������Ž�ѧ
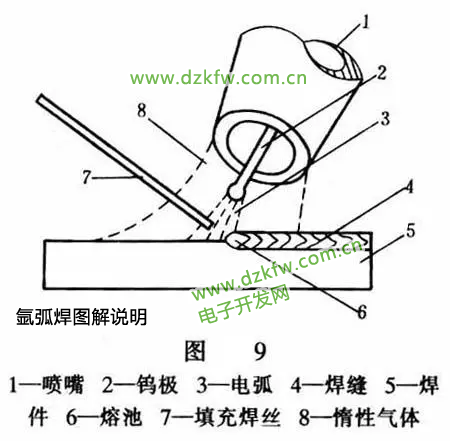
����벻������������ŵĽ�ѧ��������Ҫ����벻����Ĺ���ԭ����벻�����һ�����������Ϊ�������壬ͨ���绡���ټ��빤��֮����ۻ���������������һ�ֺ��ӷ����������º�ǹ�ϵĿ���ʱ�������ټ�����֮������������Ӷ����Ȳ�ʹ�ټ������ۻ����γɺ��졣�ۻ��ĺ�˿�����죬����϶���빤��������1
��ʵ�ʲ����У�����Ӧ�ص��ע�������㣺
1�����ȷ���ܹ�������ȼ벻����Ĺ��̡�
2�������·��������ɺ�ȷ���ټ��ͺ�˿����ճ����һ���Է�ֹ�����������Σ�ջ�Ӱ�캸��������
Ϊ��ʵ�������㣬����Ӧ�ôӼ���ϰ��ʼ������ʹ�ý�ϸ�ĺ�˿�����ֺ�˿�빤������ƽ�У����Ҳ�ʹ����������ǹ���Լ��ٶ�·�Ŀ����ԡ�ͬʱ������ҲӦ����Ϥ��ǹ�IJ�����������ε��ڵ�ѹ�������Լ���ΰ�ȫ�ظ�����˿�͵缫�ȡ�
�ܽ���˵������벻������ֶ��ԣ����Ž�ѧ���ص�����������ȷ�IJ������ɺͷ�����ȷ�����ӹ��̵İ�ȫ�Ժ�������

�ټ�벻���������:
�ټ�벻��������˹����Զ����������ˣ��������ڳ������ӡ��������ӣ���ʱ��Ϊ�����������͵㺸����Ϊ��缫���Ƿ������Եģ��ʿɲ������������������ۺ�ĸ�Ľ��������ӣ�Ȼ�����ڸ���Ľ�ͷ��������ҪҲ����ʹ�����������
�ټ�벻�����һ��ȫ����λ�ú��ӷ�ʽ�����ر����ڱ���ĺ��ӡ������ɱ���0.005Ӣ�硣
�ټ�벻���������ʹ����ʹ���ڴ�����Ľ����ͺϽ�ĺ��ӣ������ټ�벻������ӵĽ�������̼�֡��Ͻ�֡�����֡����ȺϽ����۽��������Ͻ�þ�Ͻ���Ͻ�ͭ�Ͻ����Ͻ��ѺϽ��ﯺϽ�ȵȡ�
Ǧ��п�������ټ�벻�����ʽ���ӣ���Щ�����ĵ��۵�ʹ���ӿ��Ƽ��˵����ѣ�п��1663F�����������¶��Աȵ绡�¶ȵͺܶ࣬������п�Ļӷ���ʹ���������������Ǧ������п���ӻ����ĸֺ������ڽϸ��¶��ۻ��Ľ��������õ绡���ӣ���������ij���
�ڶƲ�Ľ����еĺ������ڡ������Ͻ𡱵Ľ�����ܿ��ܾ��е͵Ļ�е����Ϊ��ֹ�ڶƲ�Ľ��������в��������Ͻ����ã����뽫Ҫ���ӵ�����ı���Ʋ���������Ӻ����� ��
����벻����к�����
��1�������� 벻����缫�е����ټ��е����Ƿ�����Ԫ�أ������ټ�벻���ʱ���ټ��ķ��������С����������Χ֮�ڣ���˶������Σ�����Ǻܴ��ǣ�����ں��ӹ����еľ��з����Ե������С��������������Ϊ�ڷ���Դ���������Ӱ�캸�������彡����
��2����Ƶ�ų� ���ø�Ƶ����ʱ�������ĸ�Ƶ�ų�ǿ����60��110V/m���ң���������20V/m��������������������ʱ��̣��Ժ���Ӱ�첻����ˣ�����Ƶ�������Ƶ�������߰Ѹ�Ƶ������Ϊ�Ȼ�װ�ã��ں��ӹ����г���ʹ�ã����Ƶ�ų��ɳ�Ϊ�к�����֮һ��
��3���к�����(O3�͵�������) 벻���ʱ�������¶ȸߡ������߷���ǿ�ȴ���ˣ��ں����л�����������к����塪��������������������dz�����Ũ��ԶԶ����������ȡ��纸�ӹ����в���ȡ��Ч��ͨ���ʩ��������ҵ�ߵĽ��������ܴ�Ӱ�졣
�ġ���ȫ����
��1����ǿͨ�� �����ֳ�Ҫ�䱸�����õ�ͨ��װ�ã����ų��к����弰�����̳��������峧��ͨ���⣬���ں��ӹ�λ���еĵط���ר���䱸������װ�û��ŷ���ȡ�
���⣬���ɲ��þֲ�ͨ���ʩ���绡��Χ���к�������ߣ�����������������֡����̺�ǹ�����С����ȡ�
��2�����߷��� ����ʹ�����ٵ缫����ʹ�����ٵ缫�����ټ������ټ��ӹ�ʱ��Ӧ�����ܷ����ɰ��ĥ������������֡����ȷ������ߣ�ĥ����Ϻ�Ҫϴ��������ĥ����ĵ缫Ӧ���������ڱ��档
��3��������Ƶ�Ĵ�ʩ ��һ�������ӵ����ã���ǹ���º͵���Ҫ�ý�����֯�����Σ� �ڶ����ʵ�����Ƶ�ʣ�������������Ҫʹ�ø�Ƶ������Ϊ�Ȼ�װ�ã���С��Ƶ������ʱ�䡣 ���ģ��������˷�����ʩ
��4�����˷��� 벻���ʱ���˴����������������������ء���˿��ȣ�������������ں��ӣ������ֲ��ܲ��þֲ�ͨ�������£����Բ����ͷ�ʽͷ�����ͷ���ֻ�������ֵȸ��˷�����ʩ��
 ���ض���
���ض��� ˢ��ҳ��
ˢ��ҳ�� �µ�ҳ��
�µ�ҳ��