
江山父老能容我,不使人间造孽钱,大家好,欢迎来到焊接基础知识专题系列讲座,今天给大家分享的内容是焊条电弧焊之焊接工艺参数。闲话少说,上硬菜!
焊接工艺参数,是指焊接时为了保证焊接质量而选定的诸物理量的总称。焊条电弧焊的工艺参数主要包括:焊条直径、焊接电流、焊接电压、焊接速度、焊接层数等。焊接参数选择的正确与否,直接影响焊接的行状、尺寸、焊接质量和生产率。
1、焊条直径
为提高生产效率可能选择直径较大的焊条,但使用直径过大的焊条焊接会造成未焊透或焊缝成形不良。因此必须正确选择焊条的直径,焊条直径大小的选择与以下因素有关:
1)工件厚度 薄板应该选择小直径的焊条,厚板应该选择大直径的焊条。
2)焊缝位置 在板厚相同的条件下,焊接平焊位置的焊缝时焊条直径应比其它位置大一些,立焊最大不超过5mm,而仰焊、横焊最大直径不超过4mm,以保证形成较小的熔池,减少熔化金属的向下流淌。
3)焊接层数 在进行多层焊时,如果打底焊道所采用的焊条直径过大,会造成因电弧过长而不能焊透,因此为了防止根部未焊透,打底焊道应选择小直径的焊条,填充盖面焊道选用较大直径焊条。
4)接头形式 角焊缝及搭接接头不要求全焊透且三向散热,应选择焊条尺寸较大的焊条。
2、焊接电流
焊接时流经焊接回路的电流称为焊接电流。焊接电流的大小直接影响着焊接质量和焊接生产率。增大焊接电流可提高线能量,提高生产率,但易产生咬边、烧穿等缺陷,增加焊接飞溅,并且会造成焊缝组织过热;减小焊接电流可避免上述问题,但易造成夹渣、未焊透等缺陷。焊接电流的选择与以下因素有关:
1)焊条直径 焊条直径越大,熔化焊条所需的能量越高即需要大的线能量,故要选择大电流。
比如:焊条直径×30=焊接电流
比如3.2焊条,3.2×30=96,电流就可调节到96左右,那到底是左还是右?这就要视情况而定,比如焊接型号,母材厚度,个人技术,个人习惯等等。
2)焊缝位置 相同焊条直径的条件下,在焊接平焊缝时,由于运条和控制熔池中的熔化金属都比较容易,因此可以选择较大的电流进行焊接。但在其它焊接位置时,为了避免熔化金属从熔池中出,要采用小的电流・。
3)焊条类型 碱性焊条应比酸性焊条电流小一些,否则容易在焊缝中形成气孔。不锈钢焊条的电流要比碳钢小一些,否则容易形成热裂纹。
4)焊接打底焊缝时应采用较小电流,填充焊缝电流须偏大,盖面焊为防止余高过高及咬边应采用较小电流。
3、电弧长度(电弧电压)
电弧电压主要由电弧长度来决定。电弧长,电弧电压高;电弧短,电弧电压低。焊条电弧焊焊接时电弧电压由焊工根据具体情况灵活掌握。
焊接时,若电弧电压过大会对造成电弧燃烧不稳定,电弧能量分散,焊接飞溅过大等不良现象;同时由于焊缝厚度小,容易产生咬边、未焊透、焊缝表面高低不平、焊接鱼鳞纹不均匀等焊接缺陷;另外,电压过大会使熔化金属的保护变差,空气中的有害气体侵入熔池,使焊缝的气孔倾向增大。
一般焊条电弧焊宜采用短弧焊接,电弧电压一般为16-25V。在立焊、仰焊时弧长应较平焊更短些。在使用酸性焊条时,为了预热待焊部位或降低熔池的温度和加大熔宽,有时将电弧稍微拉长进行焊接。碱性焊接时,为了避免氢气气孔等缺陷应尽量使用短弧焊接。
4、焊接速度
单位时间内完成的焊缝长度称为焊接速度。焊接速度应该均匀适当,既要保证焊透又要保证不烧穿,同时还要使焊缝宽度和高度符合图纸设计要求。
焊接速度过慢,使高温停留时间增长,热影响区宽度增加,焊接接头晶粒变粗,力学性能降低,变形量增大。当焊接较薄工件时,容易烧穿。焊接速度过快,熔池温度不够,易造成未焊透、未熔合、焊缝成形不良等缺陷。
另外,焊接速度直接影响焊接生产率,所以应该在保证焊缝质量的基础上,采用较大的焊条直径和焊接电流,同时根据具体情况适当加快焊接速度,以保证在获得良好的焊接质量的同时提高生产率。
5、焊条倾角
焊条倾角直接影响焊接电弧的指向,从而影响焊接焊缝的成形和质量。对接时,焊条与焊缝两侧的夹角一般为90°,如果偏离90°易造成单侧工件咬边,单侧未熔合。焊条与焊缝的夹角过大,焊缝会产生余高过高等缺陷,夹角过小会造成焊接渣池后移,有可能出现夹渣现象,故应选择合适的焊条倾角。
焊条角度是指焊条与母材平面形成的夹角的大小,包括左右夹角和上下夹角。
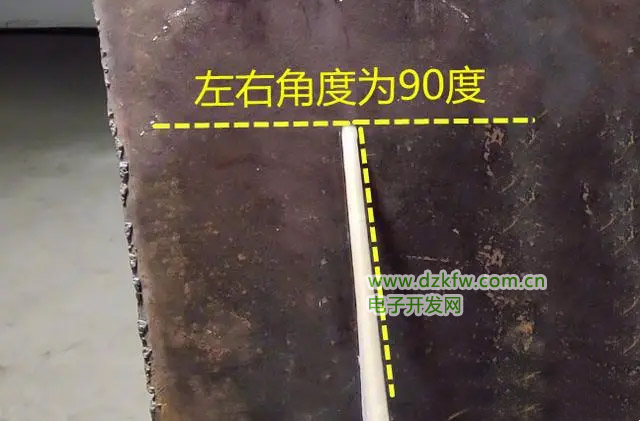
(如图)左右夹角为90度,上下夹角在70―80度之间。

另外,需要注意一点,电弧长度(也就是起弧后焊条尖端和母材的距离)应始终保持在两毫米左右。原则上电弧长度以不超过焊条直径为准。
6、焊接层道数
在中厚板焊接时,一般要开坡口并采用多层多道焊。对于低碳钢焊接时,每道焊缝的厚度不宜过大,否则焊缝
塑性将受到影响 ,对力学性能要求较高的焊缝,每道焊缝厚度最好不大于4-5mm。
今天的分享就到这里,如果您有什么想了解或感兴趣的知识点,欢迎小伙伴在下方评论区留言!
友情提醒:焊工朋友们,人间有爱,工作期间,勤洗手,多锻炼,记得电焊作业时戴口罩和防护面具,祝君平安健康!
 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底